جوشکاری پلاسما ( PAW ) یک فرایند جوش قوس الکتریکی مشابه قوس گاز تنگستن در جوشکاری ( GTAW ) است. قوس الکتریکی بین الکترود (که معمولا اما نه همیشه از تنگستن متخلخل ساخته شده است ) و قطعه کار برقرار می گردد. تفاوت اساسی این فرآیند با GTAW در آن است که در PAW ، با توجه به موقعیت الکترود در داخل بدنه تورچ ، قوس پلاسما را می توان از پوشش گاز محافظ جدا نمود.
پلاسما ، سپس از طریق یک نازل مس بسیار باریک که با مته ریز سوراخ شده ، با سرعت بالا ( نزدیک به سرعت صوت ) به سمت بیرون رانده می شود و در این شرایط دمای پلاسما به 28000 درجه سناتیگراد می رسد.
پلاسما در حقیقت حالت موقت از یک گاز است . گاز پس از عبور جریان الکتریکی از طریق آن یونیزه شده وهادی برق می شود . در اثر یونیزه شدن ، اتم گاز به یونهای مثبت و منفی شکسته شده و سیستم شامل مخلوطی از یون ها، الکترون ها و اتم های یونیزه نشده می گردد . درجه یونیزاسیون ممکن است بین 1 ٪ و بیشتر از 100٪ باشد .
انرژی جت پلاسما و در نتیجه درجه حرارت وابسته به برق به کار گرفته برای ایجاد قوس پلاسما است . درجه حرارت به دست آمده یک مشعل جت پلاسما ممکن است تا 30000 درجه سانتی گراد نیز برسد که درمقایسه با حرارت دریافتی از قوس الکتریکی معمولی با شرایط مشابه بیش از 3 برابر خواهد بود.
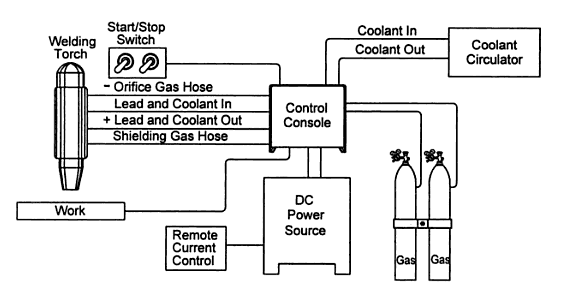
جوشکاری قوسی پلاسما یک فرایند جوش قوس الکتریکی است که در آن حرارت ازبرقراری قوس متمرکز شده بین الکترود تنگستن و نازل ( که با آب سرد می شود) ایجاد می گردد. این روش را روش برقراری قوس غیرقابل انتقالگویند.در روش دیگر قوس الکتریکی بین الکترود تنگستن و قطعه کارتولید شده و باعث ایجاد حرارت لازم برای ذوب کردن فلز پایه می شود. این روش را روش برقراری قوس قابل انتقال گویند.در این فرایند از دو گاز خنثی ، یکی برای تولیدپلاسما و دیگری برای محافظت از حوضچه و ستون پلاسما استفاده می گردد. ممکن است از فلز پر کننده استفاه شود.
جوشکاری قوسی پلاسما یک فرایند جوشکاری قوس الکتریکی است . قوس با کمک یک نازل با قطر کوچک که با آب سرد می شود ، تشکیل گردیده و با افزایش فشارگاز و در نتیجه قوس ، دما و گرما به شدت افزایش می یابد و در نتیجه قوس پایدار تر گردیده ، شکل قوس ثابت شده و انتقال حرارت را به شکلی فوق العاده خوب ، متمرکز و نقطه ای اعمال می نماید. فرایند جوشکاری قوسی پلاسما را می توان به دو نوع اساسی طبقه بندی نمود :
الف ) فرایند قوس الکتریکی غیر انتقالی : قوس بین الکترود به عنوان قطب منفی و نازل سرد شونده با آب به عنوان قطب مثبت تشکیل می گردد. قوس پلاسما که از نازل به صورت یک شعله خارج می شود عامل ایجاد حرارت می گردد. در این وضعیت، قوس مستقل از قطعه کار است و قطعه کار بخشی از مدار الکتریکی را تشکیل می دهدوتنها به عنوان یک شعله قوس (مانند آنچه در جوشکاری هیدروژن اتمی تشکیل می شود ) ، می توان آن را از جایی به جای دیگر منتقل کرد و بهتر کنترل نمود. قوس پلاسمای غیرانتقالی در مقایسه با قوس انتقالی دارای چگالی انرژی نسبتا کمتری بوده و به همین دلیل آن را برای جوشکاری سرامیک یا آبکاری و لایه دهی فلزات ( اسپری ) مناسب می کند. قوس پلاسما در این حالت با استفاده از یک واحد فرکانس بالا در مدار آغاز می شود.
ب ) فرآیند قوس الکتریکی انتقالی :قوس الکتریکی بین الکترود که نقش قطب منفی را داراست و قطعه کارکه قطب مثبت است برقرار می گردد . به عبارت دیگر، قوس الکتریکی از الکترود به قطعه کار منتقل می شود. قوس انتقالی دارای چگالی انرژی بالا و سرعت جت پلاسمای زیادی است به همین دلیل برای ذوب فلزات کاربرد مناسبی داراست . علاوه بر جوشکاری فولادهای کربنی این فرآیند می تواندبرای جوشکاری نفوذی فولاد های استنلس استیل و فلزات غیر آهنی و نیز برشکاری آن ها به کار گرفته شده و جوش هایی با حداقل عیوب مرسوم و کیفیت فوق العاده بالا ایجاد نماید. برای شروع قوس انتقالی ، مقاومت محدود کننده جریان در مدار باید شکسته شود، شدت جریان در حدود 50 آمپر ، بین نازل و الکترود اعمال می گردد تا قوس بین الکترود و نازل بر قرار گردد. با برقراری قوس اولیه و تماس آن با سطح فلز پایه ، سرعت انتقال افزایش یافته و حرارت به شدت افزایش می یابد.

 بدانید.")