در صورتی که برای جوشکاری فلز پایه نیاز به پیشگرم کردن یا کنترل دمای بین پاسی باشد ، لازم است این داده ها در WPS آورده شود.
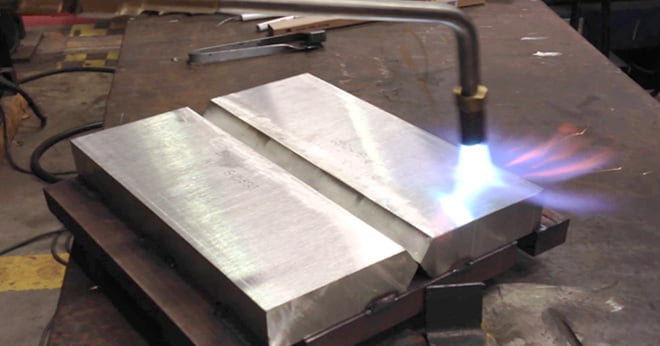
به طور معمول برای جلوگیری از ترکیدگی ، پیچیدگی و اعوجاج ، پیدایش فاز های ناخواسته و دلایل دیگر ، قبل از جوشکاری ، قطعه کار پیشگرم می شود.همچنین در حین جوشکاری ، کنترل دمای بین پاسی برای جلوگیری از کاهش دمای قطعه کار به کمتر از دمای پیشگرمایی و بالا رفتن از حد مجاز دمای بازگشت نهایی ( Tempering ) لازم است.این عمل با استفاده از گچ های حرارتی صورت می پذیرد.از تغییر رنگ ناشی از ذوب شدن گچ حرارتی در اثر تماس با فلز جوش یا اطراف آن دمای جوش یا قطعه کار قابل تخمین است.
حداقل دمای پیشگرمایی و دمای بین پاسی با توجه به ضخامت و جنس فلز پایه و گاهی شکل هندسی آن قابل محاسبه است.این انتخاب حداقل دمای پیشگرمایی فلزات و آلیاژها ارایه شده است.
آن چه در WPS ذکر می شود ، حداقل دمای پیشگرمایی و حداکثر دمای بین پاسی و نیز در صورت لزوم زمان و چگونگی نگهداری دمای پیشگرمایی است.
دمای پیشگرمایی باید حداقل به فاصله 75 میلی متر از اطراف جوش ثابت باشد.
درصورت تفاوت عدد دمای پیشگرمایی برای دو فلزپایه غیر هم جنس ، حداقل دمای پیشگرمایی برای جوشکاری دو فلز به یک دیگر، بالاترین دمای پیشگرم بین دو قطعه خواهد بود.
در استاندارد ASME دمای پیشگرمایی برای فلزات و آلیاژهای مختلف گفته شده است.

")