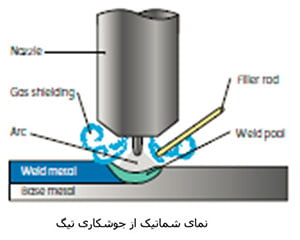
فرآیند جوشکاری قوس الکتریکی با گاز محافظ خنثی و الکترود تنگستن ( GTAW-TIG) ، بدلیل ویژگی های خاص ، فر آیند مناسبی برای جوشکاری فولاد های زنگ نزن ، آلیاژهای تیتانیوم ، زیرکو نیوم ، آلومینیوم و گاه فلزات رنگین ، مس و آلیاژهای آن محسوب می گردد.
کیفیت و ظاهر مناسب و زیبای جوش های حاصل از این فرآیند،امکان اتوماسیون نمودن آن ، به ویژه برای جوشکاری های رایج در اتصالات لوله کشی و تیوب ها با قطر پایین، معروف به جوشکاری اوربیتال ، استفاده رایج و متداول در جوش های پاس ریشه برای گریز و اجتناب از Back welding و سنگ زنی پشت جوش ، استفاده در جوشکاری تیوب به تیوب شیت در جوشکاری مبدل های حرارتی ، جوشکاری های تعمیراتی ، جوشکاری ورق های بسیار نازک ، جوشکاری بدون استفاده از مواد مصرفی پر کننده ، ظروف و تجهیزات مورد استفاده در صنایع مواد غذایی ، قابل استفاده بودن در همه وضعیت های جوشکاری ، این فرآیند را به یکی از مهم ترین انواع جوشکاری قوس الکتریکی تبدیل نموده است.
شاید بزرگ ترین ایرادات این فرآیند ، سرعت بسیار پایین آن ، نیاز به تامین گاز محافظ مثلا آرگون یا هلیوم ، و نیز تامین ابزار و قطعات مصرفی و نیمه مصرفی نسبتا زیاد مورد استفاده در تورچ جوشکاری آن می باشد.